Wiertarki kolumnowe stanowią fundamentalne narzędzia w każdym warsztacie, od domowego garażu po zaawansowane zakłady produkcyjne. Ich precyzja i stabilność pozwalają na wykonywanie otworów o wysokiej dokładności, co jest kluczowe w obróbce metali, drewna i innych materiałów. Szczególnie interesującym segmentem rynku maszynowego są konstrukcje pochodzące z Niemieckiej Republiki Demokratycznej (NRD), które często cechują się solidnością wykonania i przemyślanymi rozwiązaniami technicznymi. Artykuł ten skupia się na analizie cech charakterystycznych dla wiertarek kolumnowych z NRD, ze szczególnym uwzględnieniem napędu, systemu regulacji prędkości, mocowania wrzeciona oraz kwestii bezpieczeństwa, a także porównuje je z innymi dostępnymi na rynku rozwiązaniami, opierając się na dostępnych danych technicznych i opiniach użytkowników.

Podstawowe Cechy Wiertarek Kolumnowych z Napędem Paskowym
Wiele modeli wiertarek kolumnowych, w tym te produkowane w NRD, opiera swoje działanie na napędzie z pasem klinowym. Jest to sprawdzone rozwiązanie, które od lat znajduje zastosowanie w maszynach obróbczych. Kluczową zaletą tego systemu jest jego zdolność do łagodzenia szarpnięć i drgań, co przekłada się na płynniejszą pracę i potencjalnie lepszą jakość wykonywanych otworów. Napęd paskowy skutecznie przenosi moment obrotowy z silnika na wrzeciono, a jego konstrukcja pozwala na pewien stopień amortyzacji w przypadku nagłego obciążenia.
Regulacja Prędkości Obrotowej: Stopniowe Koła Pasowe i Bezstopniowe Systemy
Jednym z najważniejszych parametrów wpływających na efektywność wiercenia jest prędkość obrotowa wrzeciona. W klasycznych konstrukcjach wiertarek kolumnowych z napędem paskowym, regulacja prędkości obrotowej odbywa się za pomocą stopniowego koła pasowego. System ten polega na zmianie przełożenia poprzez przeniesienie paska klinowego na koła o różnej średnicy umieszczone na wałku silnika i wałku wrzeciona. Pozwala to na uzyskanie kilku (zazwyczaj 3-5) ustalonych zakresów prędkości. Aby zmienić prędkość, konieczne jest zazwyczaj poluzowanie silnika lub mechanizmu napinającego, przesunięcie paska na inne koło pasowe i ponowne naprężenie.
W bardziej zaawansowanych modelach, często tych nowszych lub specjalistycznych, można spotkać się z bezstopniową regulacją prędkości. System ten, zamiast tradycyjnych stopniowych kół pasowych, wykorzystuje mechanizmy pozwalające na płynną zmianę obrotów w szerokim zakresie. Może to być realizowane za pomocą przekładni wariatorowych, falowników sterujących silnikiem, lub innych innowacyjnych rozwiązań. W niektórych wiertarkach z bezstopniową regulacją prędkości, dla ułatwienia operatorowi, stosowany jest cyfrowy wyświetlacz prędkości obrotowej, który precyzyjnie informuje o aktualnie ustawionej wartości.
System Napinania Paska Klinowego: Klucz do Efektywnej Pracy
Niezależnie od sposobu regulacji prędkości, kluczowym elementem napędu paskowego jest system napinania paska klinowego. Odpowiednie napięcie paska jest niezbędne do efektywnego przenoszenia mocy i zapobiegania jego ślizganiu się. Zbyt luźny pasek będzie tracił energię, prowadząc do spadku wydajności i nadmiernego zużycia. Zbyt mocno napięty pasek może z kolei nadmiernie obciążać łożyska silnika i wrzeciona, skracając ich żywotność. Typowe systemy napinające wykorzystują mechanizmy śrubowe lub sprężynowe, pozwalające na precyzyjne dostosowanie naciągu paska do potrzeb. Warto zaznaczyć, że w niektórych konstrukcjach, jak np. w starszych wiertarkach stołowych, napięcie paska może być regulowane przez przesuwanie silnika na specjalnych szynach.
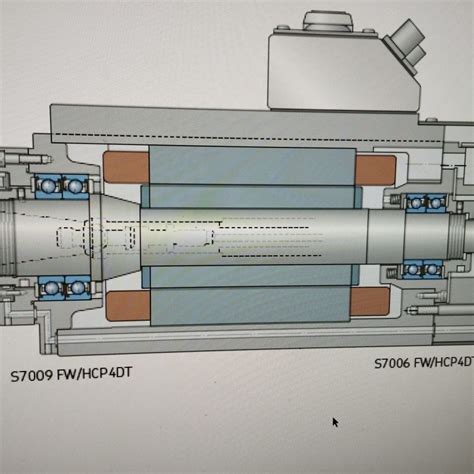
Wrzeciono Wiertnicze: Precyzja Osadzenia na Łożyskach
Sercem każdej wiertarki kolumnowej jest wrzeciono, element odpowiedzialny za obracanie narzędzia skrawającego. W większości konstrukcji, aby zapewnić płynność ruchu obrotowego, minimalne luzy i wysoką precyzję, wrzeciono wiertnicze jest osadzone na łożyskach kulkowych. Łożyska kulkowe charakteryzują się niskim współczynnikiem tarcia i dużą sztywnością, co jest kluczowe dla uzyskania dokładnych otworów, zwłaszcza przy większych obciążeniach i wyższych prędkościach. Dobrej jakości łożyska zapewniają stabilność pracy wrzeciona, redukując wibracje i gwarantując powtarzalność operacji.
Mocowanie Narzędzi: Od Uchwytów Szybkomocujących po Stożki Morse'a
Sposób mocowania narzędzi wiertarskich jest kluczowym czynnikiem decydującym o wszechstronności wiertarki. W zależności od modelu i jego przeznaczenia, spotykamy się z różnymi rozwiązaniami.
Uchwyty Szybkomocujące: Uniwersalność i Szybkość Wymiany
Bardzo popularnym rozwiązaniem, szczególnie w wiertarkach przeznaczonych do prac ogólnych, jest zastosowanie uchwytu szybkomocującego. Pozwala on na bardzo szybką i łatwą wymianę wierteł oraz innych narzędzi tnących bez użycia klucza. Dostępne są uchwyty o różnym zakresie chwytu, na przykład uchwyt szybkomocujący 3-16 mm lub uchwyt szybkomocujący 5-20 mm. Takie uchwyty zazwyczaj mocowane są do wrzeciona za pomocą stożka, najczęściej typu B16 lub B22. Stożek B16 jest krótszy i mniejszy, stosowany w lżejszych maszynach, podczas gdy B22 jest większy i przeznaczony do przenoszenia większych obciążeń.
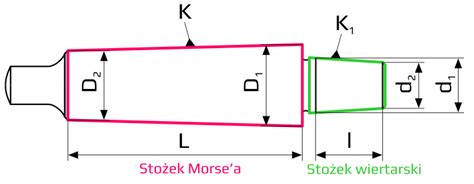
Mocowanie Stożkowe: MT3 i Jego Implikacje
Bardziej profesjonalne i cięższe maszyny często wykorzystują mocowanie stożkowe, takie jak mocowanie wrzeciona MT3 (Stożek Morse'a nr 3). Stożek Morse'a jest standardem w obróbce metali, zapewniającym bardzo pewne i sztywne połączenie między wrzecionem a narzędziem lub adapterem. W przypadku mocowania MT3, samo wrzeciono maszyny posiada gniazdo stożkowe MT3. Narzędzia, takie jak wiertła z chwytem stożkowym, mogą być bezpośrednio osadzane w tym gnieździe, lub można zastosować adaptery, np. uchwyt wiertarski z chwytem MT3.
W kontekście dyskusji forumowych dotyczących wiertarek z NRD, pojawia się ważna kwestia dotycząca mocowania wrzeciona w konkretnych modelach:
- Niektóre wiertarki, jak np. WMW Bt 10/1, mogą nie być pierwotnie przystosowane do bezpośredniego mocowania wierteł ze stożkiem Morse'a. W takich przypadkach pozostaje uchwyt na skróconym B16, co oznacza, że narzędzia stożkowe nie mogą być osadzane bezpośrednio, a konieczne jest użycie uchwytu wiertarskiego mocowanego na stożku B16.
- W innych modelach, jak wspomniana WS 15, "Spindel" WS15 ma chyba mocowanie wierteł na MK (Stożek Morse'a), co sugeruje możliwość bezpośredniego montażu narzędzi ze stożkiem.
- Wiertarki starszego typu mogły posiadać mechanizmy ułatwiające demontaż narzędzi stożkowych, np. specjalny mechanizm nad wrzecionem z dźwignią pinoli, która po wyjęciu zawleczki wychylała się w drugą stronę, wyciskając stożek.
Ta różnica w mocowaniu wrzeciona jest dosyć istotna, ponieważ wpływa na zakres używanych narzędzi i sposób ich wymiany. Maszyny z mocowaniem MT3 oferują większą sztywność i możliwość stosowania cięższych narzędzi, podczas gdy modele z mocowaniem na uchwyt wiertarski B16 są bardziej uniwersalne w codziennym użytkowaniu, ale mogą być ograniczone przy wierceniu bardzo dużych otworów.
Bezpieczeństwo Użytkowania: Kluczowe Elementy Ochronne
Bezpieczeństwo operatora jest priorytetem przy projektowaniu i użytkowaniu maszyn warsztatowych. Wiertarki kolumnowe, zwłaszcza te pochodzące z NRD, często wyposażone są w szereg rozwiązań mających na celu minimalizację ryzyka.
Włączniki i Wyłączniki: Ochrona Przed Nieoczekiwanym Uruchomieniem
Standardowym elementem wyposażenia jest włącznik z wyłącznikiem zerowego napięcia. Oznacza to, że w przypadku zaniku napięcia w sieci elektrycznej, maszyna automatycznie się wyłączy i nie uruchomi ponownie po jego powrocie. Zapobiega to niebezpiecznej sytuacji, w której maszyna mogłaby się niespodziewanie włączyć, gdy operator nie jest przygotowany.
Wyłącznik Awaryjny: Natychmiastowe Zatrzymanie w Sytuacji Kryzysowej
Bardzo ważnym elementem ochronnym jest wyłącznik awaryjny. Jest to zazwyczaj duży, czerwony przycisk, łatwo dostępny dla operatora, który po naciśnięciu natychmiast przerywa zasilanie silnika i zatrzymuje wrzeciono. Umożliwia szybkie przerwanie pracy w sytuacji zagrożenia, np. gdy narzędzie się zablokuje, operator popełni błąd, lub pojawi się problem z obrabianym elementem.
Ochrona przed Przeciążeniem i Uślizgiem
W kontekście bezpieczeństwa, szczególnie przy napędach paskowych, pojawia się ważna uwaga dotycząca ochrony przed przeciążeniem. Jeśli planujesz czasem użyć większego wiertła - przy napędzie na pasek poluzujesz napinacz i gdy zablokujesz wiertło w otworze, uślizg nastąpi na pasku, nie wykręci Ci rąk i nie uszkodzisz silnika ani przekładni. Jest to kluczowa zaleta napędu paskowego dla początkujących użytkowników lub w sytuacjach, gdy istnieje ryzyko zablokowania narzędzia. Uślizg paska działa jak bezpiecznik, chroniąc mechanikę maszyny oraz operatora przed gwałtownym szarpnięciem i potencjalnym urazem. Wiertarki z napędem bezpośrednim lub przekładnią zębatą mogą nie oferować tak efektywnej ochrony przed tego typu zdarzeniami.
Materiały Konstrukcyjne i Potencjalne Zagrożenia
Niektóre starsze maszyny, jak wspomniano w opiniach forumowych, mogły wykorzystywać duże koła zębate wykonane z tekstolitu. Choć materiał ten ma swoje zalety, np. lekkość i pewną samoczynną smarność, może być mniej wytrzymały niż metal. Ponadto, odkryte lub częściowo osłonięte elementy ruchome, takie jak duże koła zębate, mogą stanowić potencjalne zagrożenie dla początkujących użytkowników, dlatego w takich przypadkach dla osób początkujących jest niebezpieczna. Nowoczesne maszyny zazwyczaj stosują pełne osłony dla wszystkich ruchomych części.

Specyfika Maszyn z NRD: Porównanie z Innymi Konstrukcjami
Wiertarki kolumnowe z NRD, takie jak wspomniane WMW Bt 10/1 czy WS 15, często budzą pozytywne skojarzenia ze względu na swoją solidność i trwałość.
WMW Bt 10/1: Solidność i Przekładnia Zębata
Wiertarka WMW Bt 10/1 jest opisywana jako maszyna solidniejsza i nie na pasach klin. Sugeruje to zastosowanie klasycznej przekładni zębatej, być może nawet przekładni na kołach zębatych w kąpieli olejowej. Taki napęd zapewnia bezpośrednie przeniesienie mocy, dużą sztywność i precyzję, a także może oferować szeroki zakres obrotów. Masa maszyny, wynosząca 135 kg, świadczy o jej masywnej konstrukcji, co przekłada się na stabilność podczas pracy. Silnik 1,1 kW dwubiegowy daje podstawę do uzyskania różnych prędkości obrotowych. Jednakże, jak wspomniano, może ona nie być przystosowana do wierteł ze stożkiem MK, ograniczając się do uchwytu na skróconym B16.
WS 15: Potencjalnie Bardziej Profesjonalne Mocowanie
Wiertarka WS 15, w przeciwieństwie do Bt 10/1, ma chyba mocowanie wierteł na MK. Sugeruje to bardziej profesjonalne podejście do mocowania narzędzi, pozwalając na wykorzystanie pełnego potencjału stożków Morse'a. Jest to istotna różnica, która może przesądzić o wyborze maszyny w zależności od planowanych zastosowań.
Cicha Praca i Precyzja
Wspomniana wiertarka Heckert WMW (również z NRD) jest opisywana jako cichutka aż miło wiercić, co jest cechą pożądaną w każdym warsztacie, zwłaszcza pracującym w ograniczonych przestrzeniach lub w godzinach wieczornych. Jednocześnie, zaznaczono, że mogła być przeznaczona do wiercenia otworów raczej 10mm góra, co wskazuje na jej specyficzne przeznaczenie lub ograniczenia konstrukcyjne w porównaniu do większych maszyn.
Porównanie Napędów: Pas Klinowy vs. Przekładnia Zębata
Wybór między wiertarką z napędem paskowym a taką z przekładnią zębatą zależy od priorytetów:
- Napęd paskowy:
- Zalety: Lepsza amortyzacja drgań, cichsza praca, ochrona przed przeciążeniem (uślizg paska), zazwyczaj prostsza konstrukcja i łatwiejsza regulacja prędkości (choć stopniowa).
- Wady: Mniejsza sztywność przeniesienia napędu, ryzyko zużycia i zerwania paska, ograniczona precyzja przy bardzo dużych obciążeniach.
- Napęd z przekładnią zębatą (np. w kąpieli olejowej):
- Zalety: Bardzo wysoka sztywność i precyzja przeniesienia napędu, duża trwałość, możliwość przenoszenia dużych momentów obrotowych, często oferuje szeroki zakres obrotów.
- Wady: Głośniejsza praca, większe drgania, brak naturalnej ochrony przed przeciążeniem (wymaga zastosowania sprzęgieł bezpieczeństwa lub zabezpieczeń silnika), bardziej skomplikowana budowa i konserwacja.
W kontekście porównania Bt 10/1 z napędem zębatym i innych modeli z napędem paskowym, opinia, że dla mnie ta Bt10 solidniejsza i nie na pasach klin, wskazuje na preferencję dla sztywności i potencjalnie większej mocy przenoszonej przez przekładnię zębatą. Jednakże, dla wielu użytkowników, zwłaszcza tych pracujących z mniejszymi średnicami wierteł lub ceniących sobie bezpieczeństwo pracy, napęd paskowy z jego naturalną ochroną przed przeciążeniem może być równie atrakcyjny, a nawet preferowany.

Wnioski Końcowe
Wiertarki kolumnowe z NRD, takie jak modele WMW, stanowią przykład solidnych i przemyślanych konstrukcji, które do dziś cieszą się uznaniem wśród majsterkowiczów i profesjonalistów. Ich cechy, takie jak napęd paskowy z regulacją prędkości za pomocą stopniowych kół pasowych, wrzeciono osadzone na łożyskach kulkowych, oraz systemy bezpieczeństwa takie jak wyłącznik zerowego napięcia i wyłącznik awaryjny, świadczą o wysokich standardach produkcji tamtych lat. Różnice w mocowaniu wrzeciona - od uniwersalnych uchwytów szybkomocujących po profesjonalne stożki Morse'a - determinują przeznaczenie i możliwości danej maszyny. Wybór między wiertarką z napędem paskowym a zębatym, jak również między różnymi systemami mocowania narzędzi, powinien być podyktowany specyficznymi potrzebami warsztatu i rodzajem planowanych prac.